Про виробництво профнастила : технологія, устаткування для виготовлення
Профільований настил широко застосовується в покрівельних, оздоблювальних, облицювальних, загальнобудівельних роботах. Свою популярність матеріал заслужив завдяки легкості, міцності, довговічності і невисокої вартості.

Прокат профнастилу: обладнання та технології
Профнастил являє собою лист тонкокатаной стали, якій за допомогою гнуття надається ребристість. Профілювання значно збільшує міцність і несучу здатність сталевого листа. Відштовхуючись від технічних параметрів і сфери застосування, керуючись галузевим стандартом, розрізняють стінові, несучі і універсальні настили.
Детальніше про це:
- Види профнастилов. Класифікація за призначенням
- Характеристики профнастилу: довжина, ширина, вага, вид профілю
- Несуча здатність профнастилу: характеристики, довідкові величини
Виготовлення профільованого настилу на увазі використання сталевого прокату з цинковим, лакофарбовим або полімерним покриттям, товщиною від 0,4 до 1,5 мм.
В залежності від кваліфікації виробника і масштабів виробництва прокат профнастилу здійснюється на автоматизованому або ручному обладнанні.
Автоматизоване виробництво профнастилу на надпотужних лініях
Автоматизований верстат для виготовлення профнастилу є Високопотужний лінію, що дозволяє виробляти шалені обсяги продукції високої якості в короткий термін.
Автоматизована лінія для виробництва профнастилу складається з:
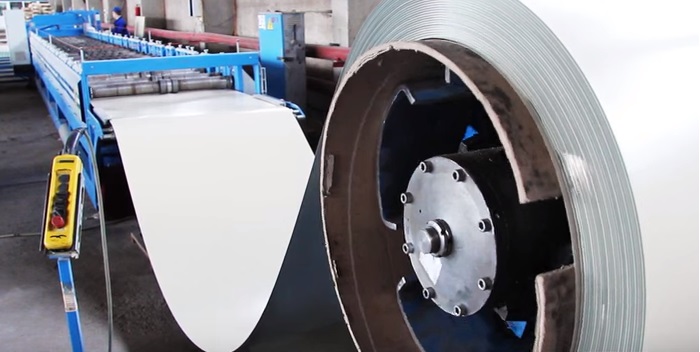
- Розмотувачі;
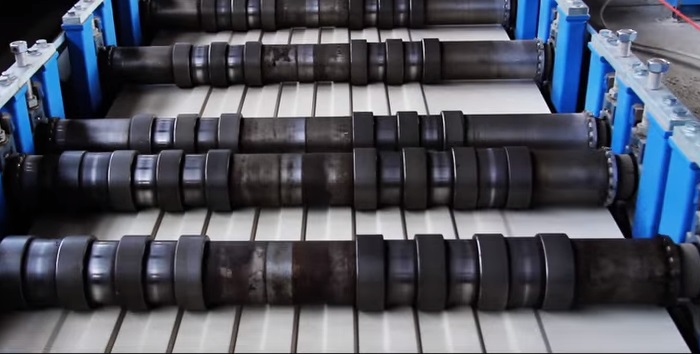
- Власне прокатного стану;
- Гідравлічних гільйотинних ножиць;
- Приймаючого пристрою.
Комплектація умовна, так як на сьогоднішній день існує безліч варіацій прокатних станів, але в основу виробництва покладено єдиний принцип.
Існує два варіанти профілювання: одночасне і послідовне. Технологія одночасного гнуття передбачає формування всіх гофр профлиста, починаючи з першої кліті прокатного верстата. У другому – профілювання відбувається поетапно, починаючи з середини листа.
На розмотувач встановлюється рулон оцинкованої або забарвленої сталі. Попередньо ретельно заміряється ширина і зіставляється з вимогами технічних умов. З размивателя сталь подається в формувальну частину стану, де піддається формуванню рельєфу. Розмотувач володіє власною системою автоматики, яка за допомогою системи гальмування регулює швидкість подачі металу, синхронізуючи її зі швидкістю прокатки.
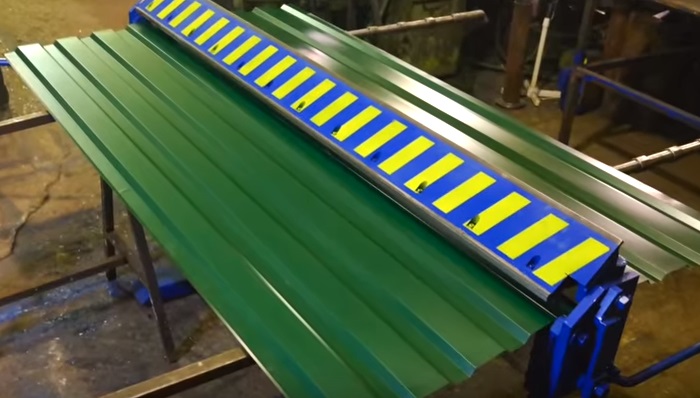
Готовий лист подається до ножиць, і обрізається на заданій відмітці довжини. Довжина листа може становити від 50 см до 12 метрів за погодженням із замовником. Вид профілю (хвиля, трапеція і т.д.) залежить від форми вальців, якими забезпечений верстат.
Автоматизоване обладнання для виробництва профнастилу гарантує високу геометричну точність листа, рівну віддаленість гофр, мінімум шлюбу і високу якість продукції в цілому, завдяки надточних контролю на всіх етапах виробництва.

Виготовлення профнастилу своїми руками на профілезгинальному верстаті
Альтернативою заводського виробництва служить виготовлення профнастилу своїми руками. Примітний факт, що профнастил ручного виробництва не рідко потрапляє на будівельний ринок: недобросовісні продавці намагаються видати його за продукт заводського виробництва.
Ручний верстат для виробництва профнастилу уможливлює виробництво листів завдовжки, що не перевищує 2-2,5 метра. При збільшенні довжини неминучі порушення геометричної точності і глибини прогину. Виготовлення профнастилу своїми руками на ручному верстаті доцільно тільки в разі, якщо необхідно малу кількість матеріалу або вартість його доставки на будівельний об'єкт перевищує вартість виготовлення матеріалу на заводі.
Верстат для профнастилу ручної являє собою пристрій прямо протилежне автоматизованої лінії. Все що в першому випадку, включаючи контроль якості та розмотування сталевого рулону, проводиться руками.
Складається ручної профілегибочні стан з трьох основних вузлів:
- Гнучкий механізм, що складається з зміною гибочной матриці і притискної балки;
- Спеціальна станина, на яку встановлений гнучкий механізм;
- Задній (подає) стіл, доповнений роликовим ножем.
Як « приймає механізму » використовується стіл дорівнює довжині виробленого листа, але, як показує практика, в разі гаражного виробництва готову продукцію змушені також приймати людські руки.

Для виготовлення профнастилу своїми руками в станок « заправляється » рулон або вже відміряє і відрізана сталева заготовка. Зусиллям руки на поверхню металу опускається гнучкий механізм – механізм піднімається, сформований ділянку профілю руками просувається вперед. Так хвиля за хвилею, трапеція за трапецією протягом тривалого часу проводиться профлист своїми руками. При цьому гнеться спочатку одна сторона гофра, потім лист повертається на 180 градусів, і догібается друга.

Якщо ви зацікавлені в придбанні якісного профнастилу за ціною виробника, виготовленого в заводській умовах на високопотужними автоматизованої лінії з дотриманням галузевих, державних і міждержавних стандартів, звертайтеся до менеджера ТОВ «НТК»!
Статті по темі: